The Plant & Facilities Engineering Blog is the place for conversation and discussion about mechanical and electrical systems, automation and instrumentation, maintenance and management, and products & services as they relate to plant and facilities operation. Here, you'll find everything from application ideas, to news and industry trends, to hot topics and cutting edge innovations.
Warm temperatures can wreak havoc on electrical components and other manufacturing machinery. Heat may cause system failure, thermal aging and reduction in thermo-mechanical cycle life. To prevent catastrophic equipment failure, it is important to be familiar with potential issues and solutions. By putting these solutions in place proactively, facilities can insure that equipment failures and other negative effects are minimized or even eliminated. There are many systems and solutions available for proactively reducing the effects of extreme heat in enclosures.
Enclosure Air Conditioners: Designed to work directly inside an enclosure, air conditioners can be installed in various positions depending upon need and space. They are environmentally friendly as well.
Enclosure Water to Air or Air to Air Heat Exchangers: These specialized cooling systems convert hot air to cool air or utilize water to convert hot air to cooler temperatures. These unique units operate effectively when mounted in any position. The units use a closed-loop system that makes them an ideal choice for use in dirty environments.
Ventilation Systems: There are a large variety of blowers and fans designed to help clear out or circulate air to cool down an enclosure. These systems are designed to provide airflow in various applications. They are easy to install, and operate with equal effectiveness in any mounting position.
Condensation Reduction Systems: When condensation accumulates on the interior surface of an electrical enclosure, the chances of damage or failure become considerably higher. Internal heating systems or light bulbs can help reduce some moisture but has to be balanced so as not to damage the electronics with unnecessary heat. Moisture can be removed through the use of a dehumidifying system which can also help with condensation. The bottom line is that moisture exists and has to be managed in some way so equipment is not damaged.
Editor's note: This post is a sponsored post from Radwell International.
Gianluca Fanchini, Industry Sector Marketing Manager of RS Components, looks at control cabinet components, and highlights that somehow there is the challenge of consistency when specifying panel hardware, in terms of form, fit and function.
From the operational perspective of a machine, the primary buzzwords are flexibility, agility, throughput and quality. If we take a step back and look at the design and build of the machine, we see some other expressions pop up — namely product integration, ease of installation and commonality.
“Design for build/manufacture” is a powerful ethos that pays huge dividends in the development of machines. By using families of parts that share dimensions, mounting formats, tooling and assembly procedures, machine design is now far removed from the hectic days a quarter of a century ago when a mishmash of different sized and shaped components were deployed.
Nowhere is this more obvious than on contemporary control panels, which have been around since the first automated electrical machine was pushed into service. They have evolved functionally since then, but when the ubiquitous rectangular battleship-grey cabinet first appeared, the aesthetic side of their evolution stalled. Couple this to random component formats and sizes and the control panel never really became the poster child for modern machinery, until now.
The Harmony range from Schneider Electric addresses all of these issues. As well as delivering expanded capabilities and greater human/machine interactions, its common aesthetic design makes control panels look far smarter and something that need not be hidden away.
Comprising robust, ergonomic and common-sized push buttons, switches and pilot lights, indicators, timers, sockets and potentiometers, panel designers can incorporate additional functionality, while installers see simpler installation thanks to a self-holding function when mounting, the ability to stack contact modules, and reliable and friction-locked fastening.
Functionality should always be top of the tree, but the Harmony range proves that design, build, maintenance and, of course, aesthetics needn’t be too low down either.
Editor's note: This is a sponsored blog post from RS Components.
In this day and age, human machine interfaces are everywhere. Think about every point of contact a human has with technology and it becomes a reminder that as humans, we interact with machines in just about every aspect of our lives today.
As it applies to automation equipment, HMI products offer the necessary electronics to control automation equipment in an industrial environment. HMI products can range from simple to a more complex touchscreen. In most environments HMI systems must be resistant to dust, water, moisture, and extreme temperatures.
There are many benefits to using HMI systems in an industrial environment. For starters, these systems help warn operators of equipment issues before they become an emergency. If an alert shows, it can allow the operator to track potential problems before they happen. This increases overall productivity and reduces downtime. Alarm/alert capabilities allow operators to work in a much more proactive way instead of a reactive one.
Another benefit to HMI systems has to do with planning. These systems provide an overall view of operations in real time so an operator can actually control a manufacturing facility from a central location. Because HMI systems are much simpler than their predecessors, they can reduce costs greatly.
As always, when it is possible to repair rather than replace something it saves an operation money and time. Repairing an existing system saves on the cost of purchasing a new system but it also saves on time because there is no need for training on a new system.
Time is money and efficiency is a basic need to maintain and grow a profitable manufacturing environment. Because HMI systems create increased efficiency, greater productivity and a more proactive working environment, they can be the cornerstone to a better running operation.
Editor's note: This is a sponsored blog post from Radwell International.
What I like even more than beer is enjoying beer, which to me is an altogether different matter. This means summer evenings at the farm brewery. Seeking out new craft brands and bottles. Maintaining a modest homebrewing hobby. All while trying to be as non-judgmental as possible toward macrobrews.
Yet I might’ve avoided the limited run batch of Stone Brewing’s Full Circle Pale Ale had I the chance to try it. And that’s because this beer was brewed using recycled water.
Stone Brewing, based in San Diego, brewed Full Circle to highlight the city’s new water program called Pure Water. It is a pilot initiative that currently purifies one million of the 30 million gallons of wastewater San Diego produces each day. The hope is that eventually one-third of San Diego’s potable water supply will come from purified wastewater. It would be invaluable for a city that imports 90% of its tap water, due to droughts and an unwillingness to build desalination plants.
Reusing greywater and blackwater for a second time is not a new idea. Greywater is commonly reused for things like industrial washing or process water. Even blackwater has value in irrigation. But the idea of recycling toilet water for use as drinking water is, frankly, gross. And the fact that water recycling is sometimes called “toilet-to-tap” isn’t exactly a great marketing strategy.
You might be relieved to learn that only the idea of recycled water is gross. Stone Brewing actually had to add minerals back into the water they received from the Pure Water program, as it was too clean. The brewery had been using tap water with a total dissolved solids count of 300-600 parts per million. The purified wastewater had less than 100 ppm, so solids were added to the water to make it more like tap water.
Limited research indicates (.pdf) that recycled wastewater (water that has been through at least three stages of disinfection and purification) tends to have fewer contaminants than drinking water that has been through two stages of processing, the minimum according to U.S. law. The aversion to reusing wastewater as drinking water is almost purely psychological. Thirteen percent of people said they would never drink recycled water, even after learning about purification and sustainability.
Want more [anecdotal] proof? Watch Bill Gates challenge Jimmy Fallon to tell the difference between recycled water and bottled water.
Like it or not, wastewater reuse has been occurring in some locations for thousands of years. Often, a wastewater treatment plant discharges into a water source that is used as drinking water for another town downstream. The Hudson, Mississippi and Thames rivers are all examples of this, which is called indirect potable reuse. By the time a water molecule has reached New Orleans’ via the Mississippi, scientists estimate that five animals had previously consumed and urinated that molecule.
However, the city of San Diego has not begun pumping recycled water back in to the drinking supply, at least not yet. That doesn’t mean other cities aren’t considering it. After failed attempts at cloud seeding and evaporation repression, the city of Wichita Falls, Texas, has been delivering ultra-clean recycled wastewater to residents’ taps since 2014. Other drought-stricken cities in Texas and New Mexico have followed suit, and there is a proposal to do the same in Los Angeles.
Residents who squirm at the idea of drinking recycled water might want to consider moving—or at least buying a Brita filter.
It isn’t too hard to argue that here in the United States we take our infrastructure for granted. Next month, the American Society of Civil Engineers will release its 2017 report card on the state of American infrastructure. ASCE updates the report card every four years. In 2013, the cumulative GPA for the U.S. was a D+, up from a D in 2009. No one is expecting the U.S. to make Honor Roll this year.
One of the lowlights from 2013 was the country’s grades on dams, also a D. It noted that the average age of the 84,000 dams in the U.S. was 52 years old. The number of high-hazard dams—those whose failure may cause loss of life—has steadily risen over the years, all the way up to 14,000. The reasons for this are twofold. Dam construction techniques have improved and old dams just don’t stack up to new evaluations. Also, more people have moved into the low-lying areas that are shielded by dam walls, some of which were built to poorer standards as formerly the area was undeveloped and less important.
Today, one of the most pressing U.S. infrastructure challenges in recent memory continues and the threat of a partial dam collapse persists even as workers attempt to reinforce the dam at this very moment.
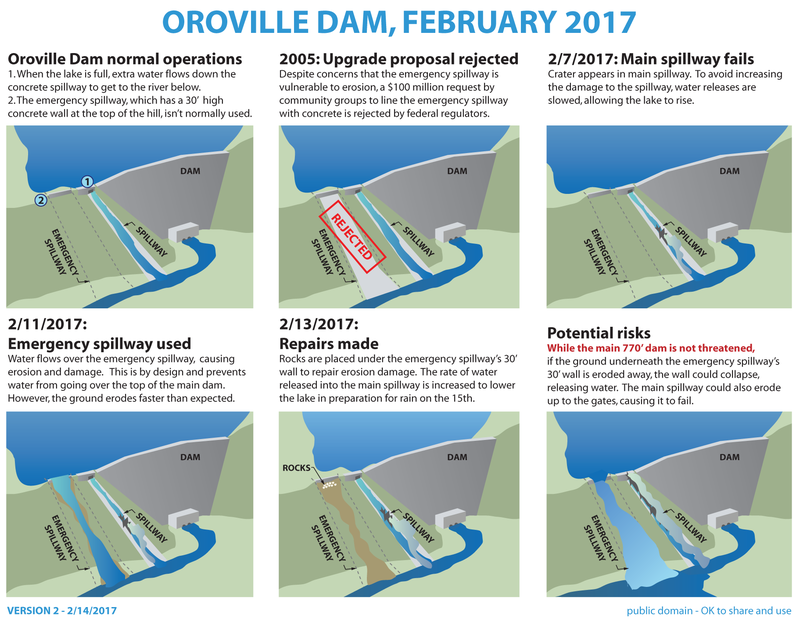
After days of rain, on February 7 Oroville Dam officials opened the dam’s spillway so excess water could begin to drain from Lake Oroville, which is at its highest February water level in more than 30 years. The spillway routes water past the dam’s hydroelectric plant as well as bypass valves that had been broken since 2009.
Despite the flushing being well within the spillway’s design limits, operators noticed a hole developing in the spillway. With the lake’s water level rising up to 20 feet per day the spillway had to continue to be used, and gradually the hole grew into a crater. Eventually the debris carried from the 500 ft. x 300 ft. by 50 ft. crater fell into the river below, blocking the outlet of the hydroelectric plant.
State engineers determined that they would need to use the dam’s last resort, its emergency spillway. While it’s not made of concrete like the main spillway, the emergency spillway is a nearby embankment that sits 20 ft. lower than the lip of the dam. On February 11, water crested the edge of the auxiliary spillway. Slowly but surely the water eroded this hillside too, and finally on February 12 an evacuation order was given to 188,000 residents of the Feather River valley. Engineers became less confident in the spillway’s ability to hold as snowpack that is 50% above normal combined with excessive rain. With more rain in the forecast for this week, there is no shortage of wet stuff.
It’s arguable that this disaster-in-the-making could have been prevented. It is well-known that California is in the midst of an epic seesaw drought. Perhaps that is why in 2005, state and federal officials decided not to reinforce the emergency spillway, despite requests from environmental groups including the Sierra Club. What’s notable is that the auxiliary spillway began to erode with water flows of 12,600 ft.³/s, a volume much lower than its specified capacity of 350,000 ft.³/s.
Water flow has finally receded to the point where crews are airlifting and excavating boulders and sandbags into place in the gulley of the auxiliary spillway.
As of Valentine’s Day evening, locals were allowed to return home but were prompted to remain ready for another potential evacuation. The situation at Lake Oroville is tenuous, but appears to be in control for now. The same cannot be said for thousands of other risky dams around the country.